工业CT实时成像设备对3D打印样品的缺陷检测
3D打印技术是一种以数字模型文件为基础,运用粉末状金属或塑料等可粘合材料,通过逐层打印的方式来构造物体的技术,与传统加工制造业不同,3D打印技术实现了增量制造,这种数字化制造模式不需要复杂的工艺、不需要庞大的机床和众多的人力,可以直接从计算机图形数据中便可生成任何形状的零件。从而使得设计不再受加工工艺的局限。
为了改进3D打印增材制造工艺,判别构件加工质量是否满足设计要求,对于复杂精密的镂空、内含等增材制造构件,无损检测是评价其加工尺寸精度和缺陷情况的必经途径。因此,增材制造构件的质量检测与评定问题也成为目前无损检测领域的研究热点,并涌现出如等空间分辨声谱等新的无损检测方法。
X射线无损检测CT技术能在对检测物体无损伤条件下,以二维断层图像或三维立体图像的形式,清晰、准确、直观地展示被检测物体的内部结构、组成、材质及缺损状况,被誉为内部结构最佳无损检测和无损评价技术。对于复杂构件内部结构、轮廓尺寸及缺陷的定量化检测,研究表明,工业CT是一种适合的方法。在增材制造构件检测方面,目前没有临界缺陷种类尺寸及形态的定义,缺少增材制造过程检测的标准程序,缺少检出概率的数据。因此说,增材结构缺陷检测质量评价是一项具有挑战性的工作。
工业CT断层图像的对比度即缺陷影像和背景之间的灰度差,是评价影像质量的另一指标。文中通过读取缺陷及背景影像灰度差来表征对比度。除此之外,主要由射线源焦点尺寸带来的缺陷影像的半影宽度即清晰度,也是评价影像质量的重要判据。文中通过提取半影宽度内图像灰度变化曲线的斜率来表征清晰度。在不同管电流检测条件下,分别获取孔缺陷对应的CT断层图像。使用MATLAB软件分别计算获取信噪比、对比度及清晰度参数结果,
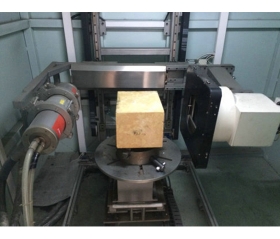
哈尔滨工业大学迟大钊教授和上海航天设备制造总厂马子奇工程师等人做过类似的检测试验,针对某光敏树脂材料,设计镂空结构构件整体尺寸为54mm×54mm×74mm,方杆截面尺寸为4mm×4mm。当管电流大于500mA时,图像的信噪比、清晰度和对比度等参数均随管电流的增大而逐步上升,并在管电流1000mA处达到最大值;之后进一步增大管电流,各项参数开始下降。在实验中,当管电流为1000mA左右时,图像的信噪比、对比度和清晰度达到最佳。
当管电压取值范围为20~40kV时,图像的信噪比随管电压增高而快速上升;当管电压取值范围为40~88kV时,图像的信噪比趋于稳定;从88kV开始,继续增大管电压,图像的信噪比快速下降。当管电压取值范围为24~88kV时,图像的清晰度较低;当管电压取值超过88kV时,图像的清晰度快速上升。当管电压取值范围为20~40kV时,图像的对比度随管电压的增加而快速上升,且管电压在40~96kV范围内,图像的对比度趋于稳定;当管电压取值超过96kV时,图像的对比度随电压值升高快速下降。综合考虑各参数对射线CT成像质量的影响规律,重点考察图像中细微缺陷的辨识能力,选取射线管电压值40~80kV。
通过相关实验和后续其他方案测试,我们可以得到如下结论:
(1)采用X射线CT技术,有效检测了光敏树脂材料3D打印镂空结构中的气孔缺陷,并实现了缺陷的定位定量测量。
(2)通过研究X射线管电压及管电流对CT成像信噪比、清晰度及对比度的影响,获取了X射线CT检测的优化工艺参数,从而提高缺陷检测灵敏度及精度。
(3)文中试验条件下的检测灵敏度达到有效识别直径0。1mm的微气孔,检测精度达到气孔缺陷尺寸测量平均相对误差不超过16%,甚至更小。
以前,对于3D打印的产品,后期缺乏可靠的检测手段。在调研中我们了解到,目前3D打印厂家对于所打印的产品,外部尺寸采取用三维扫描仪测量的方式,而对于内部材料及结构的检测则没有统一的做法。因此,国内目前缺乏这样的一种高精度、高可靠性、为大家认可的新型检测手段。工业CT作为一种数字化的无损检测设备能给出工件断层数字图像以及数字化透射图像,可以对金属、非金属、复合材料等材质的工件内部结构和尺寸进行检测和质量评价,从而能够为该行业提供一种精确可靠的检测手段。

地址:辽宁省丹东市元宝区古城村向阳村民组62号
电话:+86-13804156155
传真:+86-415-3118858
网址:www.ddhlkj.com
邮箱:ddhlkj@163.com
 辽公网安备 21060302000204号
辽公网安备 21060302000204号

销售二维码,了解更多