X射线实时成像设备无损检测在汽车发动机缸体检测领域的应用
工业X射线无损检测技术是工业计算机断层扫描成像(Industry Computed Tomography)技术的简称,在1917年由J.Random提出,但直到1970年代中后期才开始大量应用于无损检测。近年来,随着计算机科学的进步及探测器技术的发展,工业CT的性能逐年提高。工业CT无损检测由于其适应材料广、可检测复杂零件、可确定缺陷位置和大小、检测精度高,目前已作为一种实用化的无损检测手段,广泛应用于航空航天、核能、军事等多种领域,也用于产品仿制、产品内全封闭或半封闭内腔的无损检测等方面。工业CT的主要缺点是实验设备昂贵、实验费用高,因此限制了其应用广泛性。
发动机缸体是发动机的外壳,大部分是铝合金材料制成的,其尺寸较大,壁厚不均,结构极其复杂。退役的发动机缸体在表面和内部都会存在不同程度的破损、磨损或裂纹等缺陷。为了精确判断发动机的失效情况,本文采用工业CT断层扫描成像技术对发动机进行检测,并使用切片软件观察CT断层扫描图片,判断缺陷的位置和大小,为后续的再制造提供依据。发动机缸体是发动机的核心部件之一,在长期的服役过程中,发动机缸体受到热、力及突然冲击等外力作用,会出现不同程度的磨损、破损或裂纹等缺陷,从而导致失效。由于当前资源短缺、环境污染和生态破坏,汽车零件的再制造受到了广泛关注,而汽车发动机零件的再制造则为汽车再制造的重点之一。金属零件在再制造之前,必须确定其失效原因及位置,才能确定合适的再制造方法和工艺。因此,采用无损检测技术对发动机缸体进行检测,是发动机再制造的基础和前提。无损检测诊断技术是在不损伤被检测对象的条件下,利用材料内部结构异常或缺陷存在所引起的对热、声、光、电、磁等反应的变化来探测各种工程材料、零部件、结构件等内部和表面缺陷的技术方法。无损检测技术已历经一个世纪,其重要性在全世界已得到公认。目前较为成熟的检测方法主要有以下几种:射线检测法(工业CT检测)、渗透探伤、涡流检测法、超声检测法、磁粉检测法等。
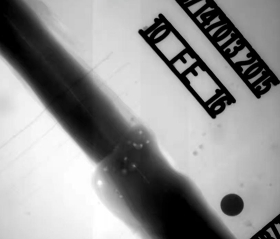
一般来说,工业CT图像通过逐层切片方式可以观察发动机缸体内部各个位置的缩孔、裂纹、铸造瑕疵等缺陷。切片可以沿X轴、Y轴和Z轴方向,还可以倾斜任何角度进行切片观察,因而观察内部缺陷没有任何死角。首先通过仔细调整扫描图像的清晰度、分辨率,可清晰观察到缸体内部的疏松缩孔等现象,在铸造过程中,因为壁厚处冷却速度慢,冷却不均匀,内部金属得不到即时补充,因而会出现很多缩孔。这些疏松缩孔是在缸体毛坯制造过程中形成的,在发动机正常运转的情况下不会对整体的安全性能造成威胁,但是如果发动机在超负荷或过于颠簸的路程中行驶的话,这些部位将会成为发动机破损的危险位置,加速缸体的失效。
通过不同方向切片观察,能够发现缸体内部存在多处破损和裂纹现象,缸体在服役过程中受到外力作用导致破损和裂纹,这些破损和裂纹是导致缸体失效的主要原因。另外,通过切片观察能够确定破损或裂纹的位置、形状和大小,观察全面,没有死角。
通过切片观察扫描图片,CT断层扫描成像方法可以清晰、准确的检测发动机缸体表面及内部各种缺陷的形状、大小和位置,检测精度高,检测全面,没有死角。CT无损检测适合各种金属和非金属材料,适应面广。另外,CT断层扫描得到缸体的三维图像,通过切片可以不同方向分层观察缸体内部情况,因此这种检测不受零件结构的影响,可以检测发动机缸体、油路板等结构复杂零件。通过观察,找到缸体的失效情况,为发动机的再制造提供了有力的基础和依据,不仅可以用于评价缸体的可制造性,还可以指导缸体选择合适的再制造方法。
通过对CT扫描结构进行切片观察,可以清晰看到发动机的表面及内部的缩孔、破损和裂纹等缺陷,并且可以确定缺陷的大小和位置,这些数据为后续的发动机缸体再制造提供了有力的依据。
总之,在发动机工业CT检查领域,设备很关键,经验丰富的工程师也很重要,二者缺一不可,恒隆科技一直在向这方面努力我们为很多主机厂做过相关样品的检测,效果一直很优秀。今后,恒隆科技将继续不遗余力地提高工业CT检测的技术水平,为中国汽车领域的检测事业作出自己的贡献。

地址:辽宁省丹东市元宝区古城村向阳村民组62号
电话:+86-13804156155
传真:+86-415-3118858
网址:www.ddhlkj.com
邮箱:ddhlkj@163.com
 辽公网安备 21060302000204号
辽公网安备 21060302000204号

销售二维码,了解更多