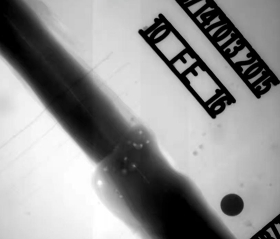
上世纪80年代,美国佛罗里达州国家航空航天局肯尼迪空间中心,技术人员在对航天飞机进行检查突然发现,一个燃料管上可能有一个小小的毛病,这个管道由2.3毫米厚的不锈钢制成,长约6英尺,重约2000磅,但是在他的连接处出现了一枚硬币的凹痕,凹痕虽然不太深,但是可能会影响航天飞机下次升空的安全,因为在1986年挑战者号航天飞机就是因为密封圈受冷变形而发生爆炸,所以美国人再也不会小看任何不起眼的质量问题了,但是,这项检查不是轻而易举的事情,如何如果将这枚波纹管拆开检查,就意味着这根价值10万美元的部件将报废,要用超声波探伤,中子照相,涡流或磁通量测定等无损检测的常规手段又无法获得该别接触的可靠数据,最后大显神威的是一台型号为CITA201的X射线探伤机工业CT,他对部件进行了621次剖面扫描。他所给出的每个剖面图像里均未发现裂纹,而且该样品的壁厚还在加工工差之内。这台工业还对航天飞机其他部件做过其他检查,犹如孙悟空的火眼金睛,哪怕小到几微米的裂纹或者气泡,都能在工业CT杰出的空间分辨本领和质量分辨本领下原形毕露,这件事情非常明确向世人展示的工业CT这一新生无损检测技术的巨大生命力量。
近年来,工业设计的发展方向是向生产过程中实时测试和自动控制领域进军,以往工业CT的工作特点是待客上门式的检测,现在许多部门需要在流水线上对产品进行ct扫描,以确定产品是否符合出厂的需要。有些工厂还希望将检验的结果反馈到流水线的某些环节,以大大提高成品率和产品质量,使工业CT创造更多的经济效益,比如石油采集的热轧无缝钢管的质量控制就是一个生动的实力。试想一下钢管的同心度不够格,在数千米的油井会偏离原定井位,钢管的椭圆度达不到一定指标,油井管接的螺纹连接处不会封闭的很好,钢管的壁厚不到指标或者管壁中有气泡夹杂裂纹,油井怎能承受地下的高压?如果采用离线的质量检查及抽样将钢管截断检查前面的各个尺寸参数,其结果必然是相当可观的废品量,美国X射线探伤机方面的公司研制的一种成为钢管全厂检测系统的工业CT,在钢管热轧的同时,给出每一厘米长度上的剖面图像,从而获得钢管全长度的截面尺寸的各种缺陷信息,计算机还能把测定的结果反馈到热轧主控设备上,对不合格的热轧参数进行调整,不但大大提高了成品率和产量,还由于每根钢管都经过严格的检验产品的产级别有大大提高。
仅需一次CT扫描就可以获得零件内外部所有的几何数据,不同于其他的扫描技术,工业CT扫描技术能够重建零件,从内到外的完整三维模型,经过专门的软件重建连接内部,哪怕是一个几微米的细小缺陷都可以都逃不过射线的探测。
除了材料缺陷检测之外,其实工业设计能够实现的功能远远超出想象,例如尺寸控制,装配检测,壁厚分析,逆向工程,只要零件经过工业CT扫描之后,测量软件就可以通过在重建的三维模型上进行虚拟采点来进行测量,不管连接的几何尺寸多小,或者是这些几何特征难以采集,工业ct及其重建软件都能提供一个方便而又精准的解决方案。

地址:辽宁省丹东市元宝区古城村向阳村民组62号
电话:+86-13804156155
传真:+86-415-3118858
网址:www.ddhlkj.com
邮箱:ddhlkj@163.com
 辽公网安备 21060302000204号
辽公网安备 21060302000204号

销售二维码,了解更多