使用X射线探伤机系列产品工业CT在无损检测中焊缝透照的常规操作
我们在使用工业CT或者DR实时成像系统进行焊缝检查时一定要遵守透照操作技术规定,操作流程及操作内容等,具体要求如下:
1.试件检查及清理
试件上如有妨碍涉嫌穿透或妨碍贴片的附加物,如设备附件、保温材料等,应尽可能去除。事件表面质量应经外观检查合格,如表面不规则状态可能在底片上产生掩盖焊缝中缺陷的图像时,应对表面进行打磨休整。
2.划线
按照工艺文件规定的检查部位、比例、一次透照长度,在工件上划线。采用单壁透照时,需要在试件两侧(射线侧和胶片侧)同时划线,并要求两侧所划的线段应尽可能对准。采用双壁单影透照时,只需在试件一侧(胶片侧)划线。
3.像质计和标记摆放
按照标准和工艺的有关规定摆放像质计和各种铅字标记。
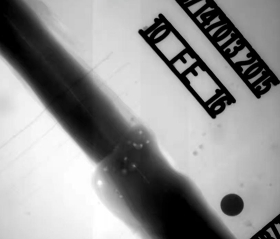
线型像质计应放在射源线侧的工件表面上,位于被检焊缝区的一端(被检长度的1/4处),钢丝横跨焊缝并与焊缝方向垂直,细丝置于外侧。只有在射源侧无法放置像质计时,方可将其放在胶片侧,但必须进行对比试验,使实际像质指数达到规定要求。像质计放胶片侧时,应加放“F”标记,以示区别。
当采用源在内(F=R)的周向曝光技术时,只需每隔90°放一个像质计即可。
各种铅字标记应齐全,至少包括:中心标记,搭接标记,工件编号,焊缝编号,部位编号。返修透照时,应加返修标记R。对余高磨平的焊缝透照,应加指示焊缝位置的原点或箭头标记。
各种标记的摆放位置应距焊缝边缘至少5mm。其中搭接标记的位置:在双壁单影或源在内F>r的透照方式时,应放在胶片侧,其余透照方式应放在射源侧。
4.贴片
采用可靠的方法(磁铁、绳带等)将胶片(暗盒)固定在被检位置上,胶片(暗盒)应与工件表面紧密贴合,尽量不留间隙。
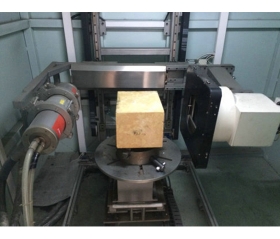
5.对焦
将射线源安放在适当位置,使射线束中心对准被检区中心,并使焦距符合工艺规定。
6.散射线防护
按工艺有关规定执行散射线防护措施。
7.曝光
在以上各步骤完成后,并确定现场人员放射防护安全符合要求,方可按照工艺规定的参数和仪器操作规则进行曝光。
曝光完成即为整个透照过程结束,曝光后的胶片应及时进行暗室处理。

地址:辽宁省丹东市元宝区古城村向阳村民组62号
电话:+86-13804156155
传真:+86-415-3118858
网址:www.ddhlkj.com
邮箱:ddhlkj@163.com
 辽公网安备 21060302000204号
辽公网安备 21060302000204号

销售二维码,了解更多