锅炉内部缺陷无损检测之X射线实时成像检测系统技术方案
根据XXXX锅炉股份有限公司对接焊缝的检测要求,设计一种专用的数字成像检测系统即工业CT,以达到低成本、高效率、大批量、自动化连续检测的目的,从而提高产品质量,增强企业的竞争力。丹东恒隆科技基于二十多年工业电视的从业经验,依托成熟先进的系统集成技术和深度开发能力,在系统性能设计和可靠性方面独具特点,无损检测行业的发展,具有较强的国际竞争力,在帮助企业引入数字成像检测系统的同时,丹东恒隆科技在该X射线领域的发展贡献着力量。
1. 总体解决方案
X射线实时成像系统的核心部件,尤其关系到缺陷检出能力和系统可靠性的部件均选自国外**厂家的**进成熟的器件,如X射线源来自全球**的具有65年历史的xx公司的深度定制的水冷X射线机;射线探测器选自XX平板探测器;结合丹东恒隆科技总结数百套成像系统的供货经验,功能完善,使用简洁的图像处理软件系统;专门设计的机械传动、远程控制和射线防护,完成全部检测任务仅需要一名操作人员,并且适合7x24小时连续工作的场合;以及包括现场监控、电气互锁等在内的完备的安全保护装置。
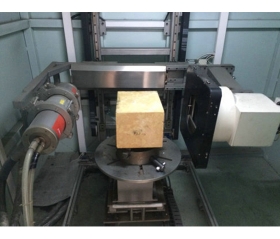
适用对象:直排膜式壁开孔管管屏对接焊口
规格尺寸:管屏外形尺寸:3200mm×1200mm
开孔管弯管高度:550mm
管直径:30-89mm
壁厚:3-13mm
材料:Fe 铸铁,铸钢
检测要求:对焊缝缺陷的检查
检出缺陷:气孔、夹渣、未焊透、未溶合、裂纹、咬边、内凹等。
系统组成:X射线机、平板探测器、图像处理、机械传动、电气控制、射线防护、现场监控等七大部分
锅炉X射线实时成像检测系统技术方案锅炉X射线实时成像检测系统技术方案
参数:
(1)系统灵敏度: 达到或优于**/T4730-2005标准AB级的要求
静态 0.8%—1.5% 动态1.5—2.0%
(2)系统分辨率:≥3.0Lp/mm
(3)探测器检测区域:200mm×200mm
(4)图像动态范围:65536级(16bit)
(5)图像像素数:100万像素,1024x1024
(6)像素尺寸:200um
(7)检测方式:双壁双影,电脑控制**分度定位
(8)控制方式:电脑+PLC程序控制,人工上下料,自动进给与检测

地址:辽宁省丹东市元宝区古城村向阳村民组62号
电话:+86-13804156155
传真:+86-415-3118858
网址:www.ddhlkj.com
邮箱:ddhlkj@163.com
 辽公网安备 21060302000204号
辽公网安备 21060302000204号

销售二维码,了解更多