传统的X射线探伤机是基于胶片成像的,但是胶片像存在着很多缺点,如不能满足实时成像,成本过高,图像管理不便等,随着电子技术的飞速发展和无损检测技术的发展,特别是计算机信息技术应用的普及,20世纪80年代新兴的一种无损检测技术---X射线实时成像检测技术(工业CT)应运而生。X射线实时成像设备技术改进了照相探伤方法的不足,可以直观地看到投影图像,显示缺陷的大小和形状,从而判断缺陷的性质,射线实时成像技术无论在检测效率、经济效益、表现力、远程传送、方便实用等方面都比照相底片更胜一筹,在无损检测领域中有良好的应用前景。由于计算机图像处理技术的发展和微小焦点X射线探伤机的出现,X射线实时探伤机已能够用于金属材料的无损检测?铝合金压铸件在生产过程中易产生孔洞类缺陷,影响压铸件的整体强度及气密性?目前,压铸件内部质量越来越受到重视,为生产出内部质量好的铝合金压铸件,经常要求对产品进行全数探伤检验。
X射线实时成像设备探伤原理
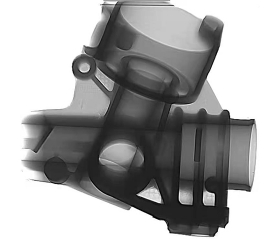
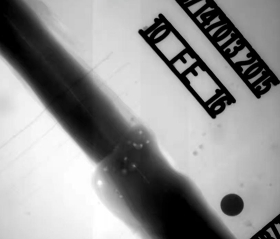
X射线实时成像探伤原理可用两个“转换”来概述:射线发生器中加速的电子撞击阳极靶产生X射线,X射线穿透金属材料后被图像增强器所接收,图像增强器把不可见的X射线检测信号转换为光学图像,称为“光电转换”;用高清晰度电视摄像机摄取光学图像,输入计算机进行A/D转换,转换为数字图像,经计算机处理后,还原在显示器屏幕上显示出材料内部的缺陷性质、大小、位置等信息,再根据图像的灰度对检测结果进行缺陷等级评定,从而达到检测的目的。
当强度均匀的X射线束I0透照试件时,由于X射线探伤机穿透不同密度的工件时会有不同的衰减效果,我们可以借助衰减的程度不同判断缺陷的位置和大小。由于现实中缺陷体积远小于工件体积,我们可以假设T≤L来分析X射线检测基本原理。 式中:ID为缺陷处透射的一次射线强度;I'D为无缺陷处透射的一次射线强度;Is为缺陷处透射的散射线强度;I's为无缺陷处透射的散射线强度;I为缺陷处透射射线强度;I'为无缺陷处透射射线强度。 这就是实时成像探伤产生物体相对对比度的射线检测的基本原理。

声明:本文仅供交流学习,版权归属原作者,部分文章推送时未能及时与原作者取得联系,若来源标注错误或侵犯到您的权益,烦请告知,我们将立即删除,谢谢!!!
地址:辽宁省丹东市元宝区古城村向阳村民组62号
电话:+86-13804156155
传真:+86-415-3118858
网址:www.ddhlkj.com
邮箱:ddhlkj@163.com
 辽公网安备 21060302000204号
辽公网安备 21060302000204号

销售二维码,了解更多