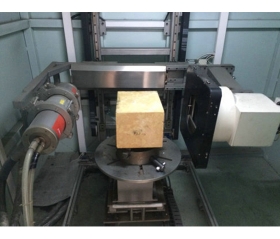
X射线无损检测实时成像设备帮助控制压力容器焊接质量
压力容器是通过分别形成各种零件来组装的。
压力容器制造的特征之一是,根据零件的规格,尺寸,形状,结构和材料的不同,使用不同的加工方法来制造和形成它们,然后通过焊接将这些零件组装成一个整体。
紧固件等方法构成一个完整的容器。
因此,从本质上说压力容器的制造由零部件成形和焊接组装两大部分构成。
焊接质量就成了压力容器质量的保证。
一台压力容器一般由下述6类零部件构成:筒体、封头、法兰、开孔接管、密封结构及支座。
其中前5类构成压力容器壳体,属于承压零部件,在压力容器工作时主要承受介质的压力载荷。
每一类零部件都需要互相焊接在一起,为了保证压力载荷,会对焊接质量进行工业X射线探伤机无损检测,对焊接完成的压力容器检测焊接可能会形成的缺陷。
支座属于承重零部件,即其工作时主要承受的是重力载荷,但由于支座一般要焊在容器外壳上,所以他们之间连接的焊点也需要进行焊缝检测。
对于完整的压力容器产品,需要在壳体上安装各种安全附件,仪器和焊接预焊接的零件,并且需要在壳体中组装各种过程内部构件。
在各种冷热加工方法中,焊接质量对于容器的安全操作非常重要。
压力容器的制造需要进行各种冷热加工,每种加工方法的质量控制将影响产品的安全操作。
热处理由于其技术的复杂性,影响因素的多样性和质量检查的难度,对压力容器产品的安全运行具有更大的影响。
在许多热处理方法中,作为一种有效且高质量的制造方法,焊接被广泛用于压力容器的制造过程中。
但是,由于性能要求的多样性,影响因素的复杂性以及质量检查,焊接接头的特殊性,焊接质量已成为影响压力容器产品质量(即安全操作)的关键。
一般而言,压力容器的焊接质量至少涉及三个方面:焊接接头的机械性能和弯曲性能,焊接接头的各种表面缺陷和掩埋缺陷以及焊接接头的形状和尺寸要求。
另外,在许多情况下,还需要考虑各种腐蚀条件下焊接接头的性能。
影响焊接质量的因素很多,包括母材和焊接材料的化学成分,焊接方法和技术,焊接结构,焊接环境以及焊工的技能水平和责任感。
只要一个环节有误或偏差,就会造成焊接质量不合格。
仅以相对简单的焊接环境为例。
它不仅要考虑环境温度和湿度,还要考虑风速,雨雪等天气条件,以及如何采取有效的防护措施。
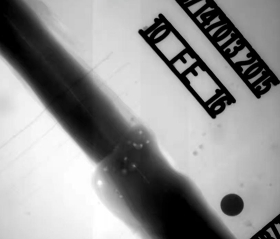
除了目视检查焊接接头的形状和尺寸外,压力容器的焊接质量检查还必须采用无损检测来判断其质量。
工业X射线探伤机无损检测能够实时对压力容器各部位的焊缝进行成像,从图像中发现焊接的缺陷,如虚焊、漏焊、未溶合、未焊透、裂纹等,结合先进的ADR缺陷自动识别系统,可以极大的提高检测效率。

地址:辽宁省丹东市元宝区古城村向阳村民组62号
电话:+86-13804156155
传真:+86-415-3118858
网址:www.ddhlkj.com
邮箱:ddhlkj@163.com
 辽公网安备 21060302000204号
辽公网安备 21060302000204号

销售二维码,了解更多