X射线实时成像系统在锅炉压力容器管材探伤中的应用
1 管材对接焊缝的射线照像 在锅炉压力容器生产制造过程中,所使用受热面管子的外径:32~76 mm ,壁厚 3~13 mm ,而其长度 参差不齐,有的可达 60 余米,这就需要由定尺管材接长才能达到要求,在每根接长管上将产生许多焊缝 (有的多达 5~6 个) 。按制造规程要求,这些焊缝均需经过 NDT 检验。 由于焊缝量过大,只能按比例进行抽检; 每个焊口只能在有限方向上拍片,做不到连续观察; 拍片处理时间长,影响生产周期; 由于使用大量胶片和其它照像材料,生产成本高。
2 X 射线实时成像检测设备的原理 X 射线穿过被照金属管材焊缝时,由于缺陷和母料对射线的吸收情况不同,将形成不可见的X 光图像; 不可见的 X 光图像,经图像增强器将它转换成可见光图像; 可见光图像通过摄像机摄取,再经接收放大,即可输送到监视器进行实时观察; 摄像机的图像信号,也可输入到计算机,经 A/D(模拟/ 数字) 转换,形成数字图像,数字图像提供有关 的管材内部缺陷的各种信息,运用专用软件可对数字图像进行技术评定,从而达到金属管材对接焊缝无损 检测的目的。当 X 射线源采用小焦点、同时采用高清晰度图象增强器、高分辨率数字采集卡、计算机 数字化程序处理技术和高分辨率图象显示技术时,X 射线数字化实时成象的图象质量可满足X 射线胶片 照象的要求。而在信息处理方面比起 X 射线胶片照象更好,可对探伤缺陷进行全方位观测,可对缺陷图像 随时存取、打印和存档。因此,X 射线实时成像技术在无损检测方面的应用已成为必然。
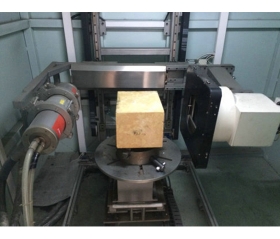
3 X 射线实时成像检测的实施 225 KV X 射线实时成像系统,在铅房内安装了 225 KV 阳极接地的 X 射线 管头,图象增强器,CCD 摄像机,并为了生产流水线的需要在铅房(防辐射) 安装了带屏蔽的管材进、 出通道。X 射线管和图象实时检测接收系统被安装在一个水平框架上,通过马达驱动,使 X 线发射接收方向与管材进给方向形成可调角度,使焊缝呈现椭圆图像,确保前后焊缝图象不会互相重叠变形。在对管材 每个环形对接焊缝的检测过程中配备了旋转机构,可对被检测焊口进行全方位连续成全像。
4 公司的产品,提供了整套工业X 射线系统(其中包括X 射线机头、高压发生器、 高压电
缆、电控器、控制台、冷却器) 和成像系统(它包括图像增强器、摄像机、监视器) 等全套设备。 其优点是分辨率高、成像清晰、检测厚度范围广、使用方便且有很强的可靠性。
4. 1 X 射线机 高稳定、微处理器控制的 225 KV 恒压 X 射线系统, 金属陶瓷镀窗 X 射管, 双焦点: 0. 4/ 1. 5mm , 管电流为 0 到 10mA(在焦点为 1. 5 mm ×1. 5mm 时) 和 0 到 5mA(在焦点为 0. 4 mm ×0. 4 mm 时) ; 管电压在 10~225 KW 连续可调,自动的恒功率操作,工作电源为交流 230 V、50/ 60 Hz。
4. 2 图像系统 XRS232 技术数据
4. 2. 1 图像增强器 图像增强管:专门设计的采用抗老化玻璃的 30 cm 增强管型号:HIDEQ23 - 31SX(西门子公司)输入 屏尺寸:23 cm,18 cm ,13 cm 分辨率(Lp/ cm) :48~52/ 56~60/ 60~65 重量:15. 5 kg
4. 2. 2 摄像机 33/ 66 mmCCD 型号:SS75CE 有效像素数:752 ×582 视频标准:CCIR 扫描系统:625 行信号噪声:54 dB 重量:34 kg二套光栅分别安装在 X 射线管和图象系统上,其中 X 线管前的光闸是气动控制,以便进管时保护图 像增强器:而图像增强器前的光闸是电动控制,且水平方向的上、下和垂直方向的左、右均分别单独控制。 以便更好的屏蔽部分图像系统的输入屏,使局部成像准确,从而提高成像质量。
4. 3 计算机 计算机用于采集检测信息,进行图像处理并对检测图像进行技术评定。通过计算机图像处理,可实时 观测到焊缝内部检查结果,检查结果可以刻录于光盘上以便长期保存。计算机置于铅房外的监测室内。工 作人员在室内操作,工作台上配置 2 台显示器,一台用于采集和处理图像,另一台用于直接评定图像。沧州欧谱该计 算机主 CPU 为 P Ⅲ其安装的操作系统是 Windows2000。配置有高速图像采集器、89 mm 软盘、CD - ROM、高分辨率彩色显示器。
4. 4 设备系统的综合性能评定 该系统的主要优点是:分辨率高、系统对比灵敏度好、实时性强。 设备系统的综合性能对图像质量有很大影响。设备系统的重要综合性能指标之一是系统分辨率(系 统分辨率测试方法:将分辨率测试卡置于增强器输入屏上,在监视器光屏上显示的分辨率测试卡尺寸与测试卡的实物尺寸之比不大于 1. 5 倍时,在不采用图像处理器的情况下,测得每厘米线对数) 。按照ASME 的要求,系统分辨率应优于 30 LP/ cm ,系统分辨率与系统中各组成设备的性能有关,按照日前我公司装机 的设备性能,X 射线数字化实时成像检测的系统分辨率≥33 Lp/ cm ,这为检测质量,达到要求的灵敏度提 供了必要的设备保证。
5 结 论 综上所述,X 射线数字化实时成像检测技术在锅炉压力容器管材对接焊缝探伤中应用是可靠的.

地址:辽宁省丹东市元宝区古城村向阳村民组62号
电话:+86-13804156155
传真:+86-415-3118858
网址:www.ddhlkj.com
邮箱:ddhlkj@163.com
 辽公网安备 21060302000204号
辽公网安备 21060302000204号

销售二维码,了解更多